
Метод приложения крутящего момента
Самый распространенный и, вероятно, самый простой метод затяжки резьбовых соединений. Он заключается в создании на гайке крутящего момента, обеспечивающего необходимое усилие предварительной затяжки. А главное его преимущество в том, что он очень прост, занимает минимум времени и используемый инструмент сравнительно не дорог.
Крутящий момент (Мкр, в Нм) – это момент силы, приложенной к гайке на определенном расстоянии от её центра (произведение силы на плечо), действие которого вызывает поворот гайки вокруг оси.
Болт в резьбовом соединении находится под постоянным механическим напряжением и устойчив к усталости. Однако, если первоначальное усилие слишком мало, под действием изменяющихся нагрузок болт быстро будет повреждаться. Если первоначальное усилие слишком велико, процесс затяжки может привести к разрушению болта. Следовательно, надежность зависит от правильности выбора первоначального усилия и, соответственно, необходим контроль крутящего момента на гайке.
 |
 |
 |
|
Метод заключается в создании на гайке крутящего момента, в результате чего гайка закручивается по резьбе, создавая усилие затяжки |
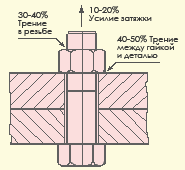
Расход приложенного усилия |
Расположение трущихся поверхностей |
Критичным фактором при затяжке резьбового соединения является усилие предварительной затяжки соединяемых деталей. Крутящий момент косвенно характеризует величину усилия предварительной затяжки.
Усилие предварительной затяжки (Q, в H), на которое производится затяжка резьбового соединения, обычно принимается в пределах 75-80%, в отдельных случаях 90%, от пробной нагрузки.
Пробная нагрузка (N, в H) является контрольной величиной, которую стержневая крепежная деталь должна выдержать при испытаниях. Пробная нагрузка приблизительно, на 5%-10% меньше, произведения предела текучести стержневой крепежной детали на номинальную площадь сечения.
Пробная нагрузка, в соответствии с ГОСТ 1759.4, для крепежных деталей с классом прочности 6.8 и выше составляет 74-79% от минимальной разрушающей нагрузки (P, в H).
Минимальная разрушающая нагрузка соответствует произведению предела прочности (временному сопротивлению разрыву) стержневой крепежной детали на номинальную площадь сечения.
Соответственно, усилие предварительной затяжки не должно приводить к переходу стержневой крепежной детали из области упругой в область пластической деформации материала.
Нередко возникает вопрос почему «предварительной». Дело в том, что затяжка соединений подразумевает создание во всех деталях - и крепежных, и соединяемых, некоторых напряжений. При этом в упруго напряженных телах проявляются некоторые механизмы пластических деформаций, ведущие к убыванию напряжений во времени (явление релаксации напряжений). Поэтому по истечении некоторого времени усилие затяжки соединения несколько снижается без каких либо дополнительных силовых воздействий на него.
Требуемый крутящий момент затяжки конкретного соединения зависит от нескольких переменных:
- Коэффициент трения между гайкой и стержневой крепежной деталью;
- Коэффициент трения между поверхностью гайки и поверхностью соединяемой детали;
- Качество и геометрия резьбы.
Наибольшее значение имеет трение в резьбе между гайкой и стержневой крепежной деталью, а также гайкой и поверхностью соединяемой детали, которые зависят от таких факторов как, состояние контактных поверхностей, вид покрытия, наличие смазочного материала, погрешности шага и угла профиля резьбы, отклонение от перпендикулярности опорного торца и оси резьбы, скорость завинчивания и др.
Потери на трение могут быть достаточно большими. При практически сухом трении, грубой поверхности и усадке материала, потери могут быть такими большими, что при затяжке на непосредственно напряжение соединения останется не более 10% момента (см. рисунок выше). Остальные 90% уходят на преодоление сопротивления трения и усадку.
Для иллюстрации покажем следующий пример: когда оборудование установлено, соединения новые и чистые. Через несколько лет работы они становятся загрязненными, перекодированными и т.п. Таким образом, при откручивании и затяжке, «паразитное» трение больше. И хотя гайковерт будет показывать требуемый момент, требуемое сжатие соединения не будет достигнуто. И когда при эксплуатации, на резьбовое соединение будет воздействовать нагрузки или вибрация, велик риск самоослабления соединения и как результат — аварии.
Коэффициент трения можно снизить, используя масло, но не чрезмерно, поскольку при этом велика опасность чрезмерного падения сопротивления, и превышения силы напряжения соединения, что может привести к разрушению стержневой крепежной детали.
Значения коэффициента трения в реальных условиях сборки можно лишь прогнозировать. Как показывают многочисленные эксперименты, они не стабильны. В табл. приведены их справочные значения.
Таблица Значения коэффициентов трения в резьбе стержневой крепежной детали из стали µр и между поверхностью гайки и поверхностью соединяемой детали µт
|
Вид покрытия |
Коэффициент трения |
Без смазочного материала |
Машинное масло |
Солидол синтетический |
Машинное масло с МоS2 |
|
Без покрытия |
µр |
0,32-0,52 |
0,19-0,24 |
0.16-0,21 |
0,11-0,15 |
|
µт |
0,14-0,24 |
0,12-0.14 |
0,11-0,14 |
0,07-0,10 |
|
|
Цинкование |
µр |
0,24-0,48 |
0,15-0,20 |
0,14-0,19 |
0,14-0,19 |
|
µт |
0,07-0.10 |
0.09-0,12 |
0,08-0,10 |
0,06-0,09 |
|
|
Фосфатирование |
µр |
0,15-0,50 |
0,15-0,20 |
0,15-0.19 |
0.14-0,16 |
|
µт |
0,09-0,12 |
0,10-0,13 |
0,09-0,13 |
0,07-0,13 |
|
|
Оксидирование |
µр |
0.50-0,84 |
0,39-0.51 |
0,37-0,49 |
0.15-0,21 |
|
µт |
0,20-0,43 |
0,19-0.29 |
0.19-0,29 |
0,07-0,11 |
Для крепежа из нержавеющей стали А2 и А4 коэффициенты трения:
- Без смазочного материала:
µр– 0,23- 0,50
µт — 0,08-0,50 - Со смазкой, включающей хлоропарафин:
µр– 0,10- 0,23
µт — 0,08-0,12
Номинальный крутящий момент рассчитывается по формуле:
Мкр = 0,001 Q*(0,16*Р + µр *0 ,58* d2 + µт *0,25*(dт + d0)),
где µр– коэффициент трения в резьбе между гайкой и стержневой крепежной деталью;
µт — коэффициент трения между поверхностью гайки и поверхностью соединяемой детали;
dт – диаметр опорной поверхности головки болта или гайки, мм;
d0 – диаметр отверстия под крепёжную деталь, мм;
Р – шаг резьбы, мм;
d2– средний диаметр резьбы, мм;
Q – усилие предварительной затяжки.
Для упрощения расчетов Мкр коэффициенты трения усредняют. Средние коэффициенты трения крепежных соединений из стали соответствуют следующим состояниям поверхности:
- 0,1 – фосфатированный или оцинкованный болт, хорошо смазанная поверхность
-0,14 – химически оксидированный или оцинкованный болт, плохое качество смазки
-0,2 – болт без покрытия, нет смазки
Усилие предварительной затяжки определяются требованиями к соединению, поэтому наши рекомендации выбора усилий предварительной затяжки и крутящего момента, приведенные в таблицах, являются справочными и не могут быть приняты как руководство к действию, учитывая множество факторов оказывающих роль на качество соединения.
Для выбора усилия предварительной затяжки резьбовых соединений и крутящего момента различного класса прочности можно использовать приведенные ниже таблицы. Таблицы приведены для соединений, имеющих средний коэффициент трения 0,14.
Усилие предварительной затяжки и крутящий момент резьбового соединения с крупным шагом резьбы и коэффициентом трения 0,14
|
Номинальный диаметр резьбы |
Шаг резьбы, P |
Номинальная площадь сечения As, мм² |
Усилие предварительной затяжки Q, H |
Крутящий момент Мкр Нм |
||||||||
|
4.6 |
5.6 |
8.8 |
10.9 |
12.9 |
4.6 |
5.6 |
8.8 |
10.9 |
12.9 |
|||
|
М4 |
0,7 |
8,78 |
1280 |
1710 |
4300 |
6300 |
7400 |
1,02 |
1,37 |
3,3 |
4,8 |
5,6 |
|
М5 |
0,8 |
14,2 |
2100 |
2790 |
7000 |
10300 |
12000 |
2,0 |
2,7 |
6,5 |
9,5 |
11,2 |
|
М6 |
1,0 |
20,1 |
2960 |
3940 |
9900 |
14500 |
17000 |
3,5 |
4,6 |
11,3 |
16,5 |
19,3 |
|
М8 |
1,25 |
36,6 |
5420 |
7230 |
18100 |
26600 |
31100 |
8,4 |
11 |
27,3 |
40,1 |
46,9 |
|
М10 |
1,5 |
58 |
8640 |
11500 |
28800 |
42200 |
49400 |
17 |
22 |
54 |
79 |
93 |
|
М12 |
1,75 |
84,3 |
12600 |
16800 |
41900 |
61500 |
72000 |
29 |
39 |
93 |
137 |
160 |
|
М14 |
2,0 |
115 |
17300 |
23100 |
57500 |
84400 |
98800 |
46 |
62 |
148 |
218 |
255 |
|
М16 |
2,0 |
157 |
23800 |
31700 |
78800 |
115700 |
135400 |
71 |
95 |
230 |
338 |
395 |
|
М18 |
2,5 |
193 |
28900 |
38600 |
99000 |
141000 |
165000 |
97 |
130 |
329 |
469 |
549 |
|
М20 |
2,5 |
245 |
37200 |
49600 |
127000 |
181000 |
212000 |
138 |
184 |
464 |
661 |
773 |
|
М22 |
2,5 |
303 |
46500 |
62000 |
158000 |
225000 |
264000 |
186 |
250 |
634 |
904 |
1057 |
|
М24 |
3,0 |
353 |
53600 |
71400 |
183000 |
260000 |
305000 |
235 |
315 |
798 |
1136 |
1329 |
|
М27 |
3,0 |
459 |
70600 |
94100 |
240000 |
342000 |
400000 |
350 |
470 |
1176 |
1674 |
1959 |
|
М30 |
3,5 |
561 |
85700 |
114500 |
292000 |
416000 |
487000 |
475 |
635 |
1597 |
2274 |
2662 |
|
М33 |
3,5 |
694 |
107000 |
142500 |
363000 |
517000 |
605000 |
645 |
865 |
2161 |
3078 |
3601 |
|
М36 |
4,0 |
817 |
125500 |
167500 |
427000 |
608000 |
711000 |
1080 |
1440 |
2778 |
3957 |
4631 |
|
М39 |
4,0 |
976 |
151000 |
201000 |
512000 |
729000 |
853000 |
1330 |
1780 |
3597 |
5123 |
5994 |
Усилие предварительной затяжки и крутящий момент резьбового соединения с мелким шагом резьбы и коэффициентом трения 0,14
|
Номинальный диаметр резьбы |
Шаг резьбы, P |
Номинальная площадь сечения As, мм² |
Усилие предварительной затяжки Q, H |
Крутящий момент Мкр Нм |
||||
|
8.8 |
10.9 |
12.9 |
8.8 |
10.9 |
12.9 |
|||
|
М8 |
1 |
39,2 |
19700 |
28900 |
33900 |
29,2 |
42,8 |
50,1 |
|
М10 |
1,25 |
61,2 |
30800 |
45200 |
52900 |
57 |
83 |
98 |
|
М12 |
1,25 |
92,1 |
46800 |
68700 |
80400 |
101 |
149 |
174 |
|
М14 |
1,5 |
125 |
63200 |
92900 |
108700 |
159 |
234 |
274 |
|
М16 |
1,5 |
167 |
85500 |
125500 |
146900 |
244 |
359 |
420 |
|
М18 |
1,5 |
216 |
115000 |
163000 |
191000 |
368 |
523 |
613 |
|
М20 |
1,5 |
272 |
144000 |
206000 |
241000 |
511 |
728 |
852 |
|
М22 |
1,5 |
333 |
178000 |
253000 |
296000 |
692 |
985 |
1153 |
|
М24 |
2 |
384 |
204000 |
290000 |
339000 |
865 |
1232 |
1442 |
|
М27 |
2 |
496 |
264000 |
375000 |
439000 |
1262 |
1797 |
2103 |
|
М30 |
2 |
621 |
331000 |
472000 |
552000 |
1756 |
2502 |
2927 |
ОТКРУЧИВАНИЕ
При откручивании гаек требуется крутящий момент большей величины, чем при затяжке. Это объясняется коррозией резьбового соединения, взаимным проникновением материалов болта и гайки в зоне резьбы под действием длительной нагрузки.
Общее правило – при откручивании требуется момент в 1,3-1,5 раза больший, чем при затяжке!
При откручивании прокорродированных и закрашенных соединений часто требуется инструмент с моментом в 2 раза больше, чем при затяжке. Но лучше в таких случаях использовать специальные средства для разрушения продуктов коррозии. Это снизит трение и, соответственно, силы воздействующие на упорную часть инструмента, продлевая срок его жизни.