
Метод осевой вытяжки
Принципиальным отличием этого метода является то, что усилие прикладывается не к гайке, а к стержневой детали (болт, шпилька). Заключается он в предварительном растяжении болта с определенным усилием, равным требуемому усилию предварительной затяжки резьбового соединения; свободном завинчивании гайки до упора от руки и ослаблении натяжения болта, после чего соединение получает заданное усилие затяжки.
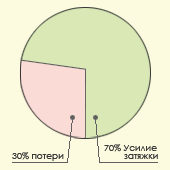
Основным преимуществом такого способа затяжки является отсутствие потерь на трение между головкой болта и сопрягаемой поверхностью и трение в резьбе. Таким образом примерно 70% от затрачиваемого усилия расходуется на осуществление полезной работы по затяжке резьбового соединения. Около 30% теряется на деформацию микронеровностей поверхностей, витков резьбы, усадку и пр.
Метод осевой вытяжки обеспечивает качество сборки, аккуратность и повышает точность усилия предварительной затяжки, равномерность приложения усилия, простоту и удобство в использовании. Существует несколько способов вытягивания болта (шпильки):
- Температурное растяжение.
- Растяжение механическим способом.
- Растяжение гидравлическим тензорным домкратом.
 |
 |
 |
|
|
Метод заключается в предварительном растяжении болта с определенным усилием, свободном завинчивании гайки до упора от руки и ослаблении болта, после чего соединение получает заданное усилие затяжки |
Расход приложенного усилия |
||
Будем рассматривать только последний способ, так как первые два малоэффективны, не точны и накладывают массу ограничений.
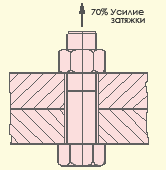
Растяжение болта производится при помощи гидравлических тензорных домкратов. Болт должен выступать над гайкой не менее 0,8d. Растяжение осуществляется в результате приложения к болту усилия гидравлического цилиндра. В результате болт испытывает только осевую нагрузку. После этого ненагруженная гайка закручивается с незначительным усилием(от руки) до упора в поверхность. Когда давление жидкости в гидравлическом цилиндре сбрасывается большая часть приложенного к болту усилия переходит на гайку и затяжку соединения можно считать выполненной.
Для большой точности рекомендуется прилагать усилие к болту и завинчивать гайку дважды. При первом растяжении достигается компенсация зазоров, деформация микронеровностей и равномерное распределение нагрузки. Второе растяжение, главным образом, обеспечивает необходимую точность (выравнивание) конечного усилия предварительной затяжки болтов соединения. Этот метод подходит там, где требования к точности и к качеству получаемого соединения высоки.